铝合金铸件内部质量检验,标准实用解读
近年来,铝合金铸件的铸造技术得到了很大的发展,铝铸件的产量逐年提高,现已在兵器、航空、航天、纺织等领域得到越来越广泛的应用,铸件质量要求也越来越严格。在铸件质量的所有特性中,内部质量是决定铸件整体质量的关键因素。同时,铸件内部质量的水平,也反映了铸造技术工艺水平的优劣。因此,铸件内部质量缺陷的控制是铸造技术人员始终要解决并提高的目标。
1.内部质量的概念
铝合金铸件内部质量通俗地讲是指铸件内部缺陷满足相关标准要求的程度。这些缺陷一般包括裂纹、针孔、气孔、缩孔、疏松、偏析及夹杂物,由于这些缺陷的存在,往往会导致铸件的物理性能、力学性能及金相组织发生改变,给铸件的使用带来严重的隐患。因此内部质量是铸件生产和检验首要的控制因素。
2. 内部质量缺陷的特点
(1)内部质量缺陷往往隐藏在铸件的内部,用普通目视的方法无法检验,往往需要用特殊的方法和设备仪器才能完成。
(2)内部质量缺陷的判断,检测人员需进行**的知识培训,并具有一定的实际工作经验。
3. 目前我国执行的标准
目前,我国铸合金铸件的检验有两个标准,一个是GB/T9438—1999(铝
合金铸件)国家标准,一个是HB963—2005(铝合金铸件)航空标准。两个标准对内部缺陷的要求有相同的地方,也有不同之处,主要是由于行业不同,使用要求有差异,但基本的要求和检验方法是相同的,下面分别叙述。
4.铸件分类
两个标准根据铸件在使用过程中的重要程度,将铸件分为三类。
Ⅰ类铸件:承受重载荷,工作条件复杂,用于关键部位、铸件损坏将危
及整机的安全运行。
Ⅱ类铸件:承受中等载荷,用于重要部位,铸件损坏将影响部件的正常
工作并造成事故。
Ⅲ类铸件:承受轻载荷,用于一般部位的铸件。
5. GB/T9438—1999规定要求
(1)铸件检验类型 该标准规定,对于Ⅰ类铸件必须进行内部质量的检验;对于Ⅱ类、Ⅲ类铸件只有当用户要求检验时,才进行内部质量的检验。
(2)该标准内部质量检验引用的几个标准 ①GB/T11346—1989铝合金铸件Χ射线照相检验针孔(圆形)分级。该标准规定了铝合金铸件内部圆形针孔的分级,按透照厚度分为A、B两个组别,其中A组分级适用于透照厚度<13mm的铸件,B组分级适用于透照厚度为13~50mm的铸件,每个组别各有8级参照底片。②HB6578—1992铝、镁合金铸件检验用标准参考射线底片。该标准对内部质量缺陷的分类较为详细,主要有气孔、针孔、缩孔、疏松、夹杂和偏析6大类,每一类别各分有8个等级级别的参照底片。③JB/T7946.3—1999铸造铝合金针孔。该标准规定了铸造铝合金低倍针孔度的分级原则和评定方法,该标准将针孔度分为5个级别。
(3)检验手段 X射线无损检测;低倍试验检验。
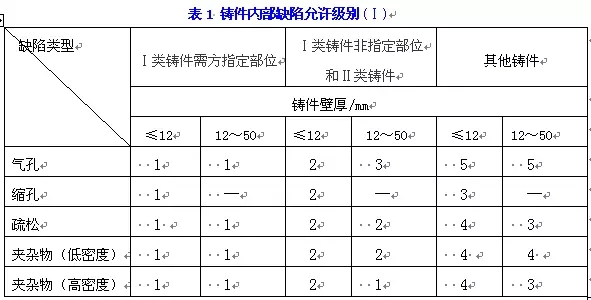
(4)检测具体要求 ①铸件内部质量的检验**按铸件图样的技术要求来进行检验。②铸件内部不允许有裂纹缺陷。③如没有明确的规定,对于针孔缺陷,I类铸件、液压件、气压件应按GB/T11346—1989标准中的2级验收,允许局部有4级针孔,但一般不得超过受检面积的25%。当气密性试验满足设计要求时,允许按3级验收。Ⅱ类铸件按3级针孔验收。④各类铸件内部气孔、缩孔、疏松、夹杂物缺陷按表1中所规定的执行。
6. HB963-2005规定要求
该标准内部质量检验引用的几个标准:
(1)GB/T11346—1989铝合金铸件Χ射线照相检验针孔(圆形)分级,该标准解释同上。
(2)JB/T7946.3—1999铸造铝合金针孔,该标准解释同上。
(3)HB5395—1988 铝合金X射线照相检验长形针孔分级标准。该标准按铸件厚度分为3组,***组适用于小于13mm的铸件,第二组适用于大于13~25mm的铸件,第三组适用于大于25~50mm的铸件,每一组有1、2、3、4、5共5个等级。
(4)HB5396—1988铝合金X射线照相检验海绵状疏松分级标准;HB5397—1988铝合金X射线照相检验分散疏松分级标准。这两个标准均按铸件厚度分为2组,***组适用于小于13mm的铸件,第二组适用于大于13~50mm的铸件,每一组有1、2、3、4、5共5个个等级。
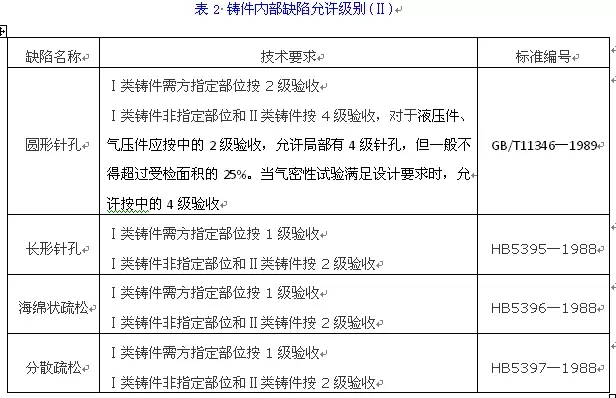
各类铸件内部气孔、缩孔、疏松、夹杂物缺陷按表2中所规定的执行。
7.JB/T7946.3-1999(铸造铝合金针孔)规定要求
(1)铸件内部针孔 当用低倍试验方法检验时,对于Ⅰ类铸件或液压、气压件应按该标准的2级验收,允许局部有3级针孔,但一般不得超过受检面积的250u。当气密性试验满足设计要求时,允许按3级验收。Ⅱ类铸件按3级针孔验收。
(2)低倍试样的制备方法 ①金属试样按图纸要求取样,一般取铸件厚大的部位。②试样加工后表面粗糙度Ra≤1.6μm。③先用汽油、酒精或丙酮清洗试样,然后用10%~15%的氢氧化钠水溶液浸蚀试样,浸蚀湿度(25±5)℃,浸蚀时间7~10min。④试样浸蚀后,用水清洗,然后用20%~25%的硝酸水去除试样表面的腐蚀膜,再用水清洗并干燥。⑤对照标准级别对试样进行判定。
笔者在实践检验中制作的针孔实体试样如图1~图5所示,供参考。
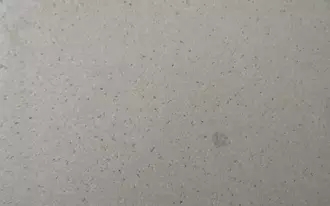
图1 1级针孔试样

图2 2级针孔试样

图3 3级针孔试样

图4 4级针孔试样
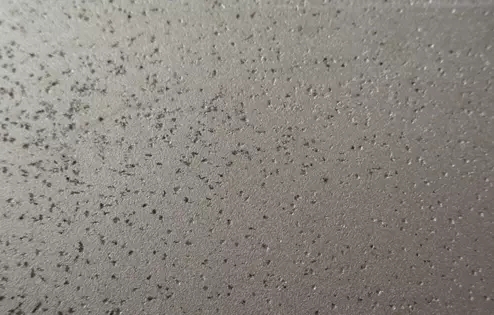
图5 5级针孔试样
8. 内部质量检查的其他要求
(1)以上检验内容及方法不适用于压铸件。
(2)内部质量用低倍方法检验时,由于缺陷所在的位置很难准确判定,所制备试样的取样部位不一定是铸件缺陷***严重的部位。因此,低倍方法检验的可信度较差,一般进行内部质量检验时,***X射线无损检验,低倍方法检验作为补充。
(3)射线底片的制备需按照JB/T9217—1999射线照相探伤方法的要求进行,其底片的黑度在1.5~2.0。
(4)从事射线底片评定的人员,必须持有国家有关主管部门颁发的并与其工作相适应的2级或2级以上资格证书。
(5)当铸件X射线照相底片上所显示的针孔(圆形)缺陷处于相邻两级之间时,按严重级别评定。
9.工作心得
(1)检验人员必须多学习铸造工艺知识,充分了解掌握各种缺陷的成因和实物形态,提高自身的判断能力,才能对各种缺陷做出正确的判断。
(2)以上检验的标准只是一个指导性的文件,在实际的应用过程中要灵活掌握运用。每个零件各部位的功能和受力情况是不一样的,对缺陷的容忍能力也是不同的。检验人员要熟悉每个零件在使用过程中的实际运用情况,以便能更好地运用标准。
(3)质量高的零件虽然性能好,但铸造工艺难度较大,成本也高,成品率较低,会造成成本浪费。因此在工作中要树立质量和成本的对立统一的意识。基本性能必须保证,铸造成本也得考虑。

扫一扫 加微信
返回顶部




 产品快速导航
产品快速导航

 扫一扫 关注天利
扫一扫 关注天利





